

Папулярнасць станка для валаконнай лазернай рэзкі цесна звязана з яго высокай дакладнасцю і дакладнасцю.Калі дакладнасць рэзкі валаконна-лазернай рэзкі не можа быць дасягнута, то яе наканавана ліквідаваць.Дакладнасць рэзкі валаконна-лазернай рэзкі звязана з кіраваннем факальнай кропкай лазернай рэзкі.Рэгуляванне каардынацыйнай кропкі валаконна-лазернай рэзкі - гэта тое ж самае, што і павышэнне эфектыўнасці валаконна-лазернай рэзкі, і, акрамя таго, гэта павышае эфектыўнасць вытворчасці ўсяго прадпрыемства.Затым для павышэння дакладнасці рэзкі машыны для лазернай рэзкі і дакладнай рэгулявання фокусу машыны для валаконнай лазернай рэзкі нам трэба зразумець накіраванасць машыны для лазернай рэзкі.
1. Рэжучы ўпор на нарыхтоўку вышэй
Такім чынам мы таксама становімся негатыўным фокусам, таму што кропка рэзання не размешчана на паверхні рэжучага матэрыялу і не ўнутры рэжучага матэрыялу, а размешчана над рэжучым матэрыялам.Гэты метад у асноўным выкарыстоўваецца для рэзкі матэрыялаў з вялікай таўшчынёй.Асноўная прычына размяшчэння фокуснай кропкі над матэрыялам, які разразаецца, заключаецца ў тым, што тоўстыя пласціны патрабуюць вялікай шырыні рэзання, у адваротным выпадку кіслароду, які паступае праз сопла, лёгка можа стаць недастаткова і тэмпература рэзкі панізіцца.Аднак адным з недахопаў гэтага метаду з'яўляецца тое, што рэжучая паверхня адносна шурпатая і не вельмі практычная для рэзкі з высокай дакладнасцю.
2. Фокус рэзкі ўнутры нарыхтоўкі
Такім чынам таксама стаць пазітыўным фокусам.Калі вам трэба выразаць нарыхтоўку з нержавеючай сталі або алюмініевай сталёвай пласціны, калі кропка рэзкі звычайна выкарыстоўваецца ў рэжыме нарыхтоўкі.Але адным з недахопаў гэтага спосабу з'яўляецца тое, што з-за прынцыпу факальнай кропкі рэзкі шырыня рэзання адносна большая, чым кропка рэзання на паверхні загатоўкі, у той час як гэты рэжым патрабуе вялікага патоку паветра для рэзкі, тэмпература павінна быць дастаткова, час рэзкі перфарацыі трохі даўжэй.Такім чынам, калі вы выбіраеце матэрыял нарыхтоўкі ў асноўным з нержавеючай сталі або алюмінія святло цвёрдасць матэрыялу, калі выбар.
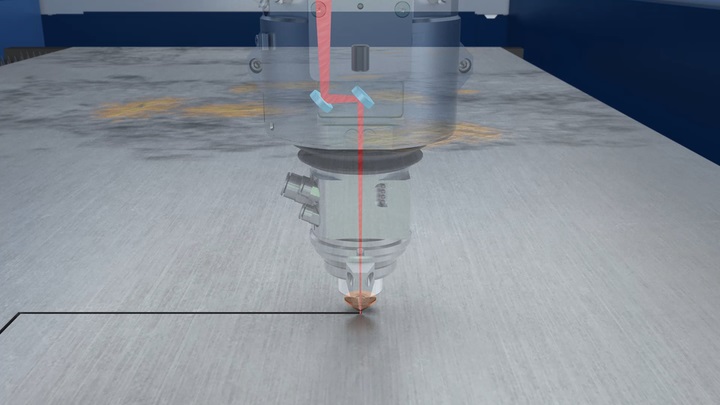
3. Рэжучы ўпор на паверхню загатоўкі
Гэты спосаб таксама становіцца нулявым фокусам, звычайна распаўсюджаным пры рэзцы нарыхтовак SPC, SPH, SS41 і іншых пры выкарыстанні факусоўкі станка для рэзкі, абранай блізка да паверхні нарыхтоўкі, гэты рэжым гладкасці верхняй і ніжняй паверхняў нарыхтоўкі звычайна не аднолькавы кажучы паблізу цэнтру рэзкі паверхня адносна гладкая, і ўдалечыні ад цэнтру рэзкі ніжняя паверхня выглядае шурпатай.Гэты рэжым павінен вызначацца патрабаваннямі працэсу верхняй і ніжняй паверхняў у рэальным прымяненні.
Jinan Gold Mark CNC Machinery Co., Ltd. з'яўляецца высокатэхналагічным прадпрыемствам, якое спецыялізуецца на даследаванні, вытворчасці і продажы наступных машын: лазерны гравер, валаконна-лазерная маркіроўка, маршрутызатар з ЧПУ.Прадукцыя шырока выкарыстоўваецца ў рэкламных дошках, рамёствах і лепцы, архітэктуры, пячатках, этыкетках, рэзцы па дрэве і гравіроўцы, аздабленні з каменя, рэзцы скуры, швейнай прамысловасці і гэтак далей.На базе паглынання міжнародных перадавых тэхналогій, мы прапануем кліентам самую перадавую прадукцыю і ідэальнае пасляпродажным абслугоўванне.У апошнія гады наша прадукцыя прадаецца не толькі ў Кітаі, але і ў Паўднёва-Усходняй Азіі, Блізкім Усходзе, Еўропе, Паўднёвай Амерыцы і на іншых замежных рынках.
Час публікацыі: 26 красавіка 2021 г