

D'Popularitéit vun der Léngen Laser opzedeelen Maschinn ass enk mat senger héich Präzisioun a Genauegkeet Zesummenhang.Wann d'Schneidgenauegkeet vun der Glasfaser-Laser-Schneidmaschinn net erreeche kann, dann ass et bestëmmt ze eliminéieren.D'Schneidgenauegkeet vun der Glasfaser-Laser-Schneidmaschinn ass mat der Brennpunktkontrolle vun der Laser-Schneidmaschinn verbonnen.Ajustéieren de Brennpunkt vun der Léngen Laser opzedeelen Maschinn ass d'selwecht wéi d'Effizienz vun der Léngen Laser opzedeelen Maschinn verbesseren, a weider, et verbessert d'Produktioun Effizienz vun der ganzer Entreprise.Dann fir d'Verbesserung vun der Schneidgenauegkeet vun der Laser-Schneidmaschinn, a genee Upassung vum Fokus vun der Glasfaser-Laser-Schneidmaschinn, musse mir de Fokus vun der Glasfaser-Laser-Schneidmaschinn verstoen, déi folgend verfollegen Gold Mark zesummen fir ze gesinn
1. opzedeelen konzentréieren op der workpiece uewen
Op dës Manéier gi mir och negativ Fokus, well de Schneidpunkt net op der Uewerfläch vum Schneidmaterial läit an och net am Schneidematerial läit, mee iwwer dem Schneidematerial positionéiert ass.Dës Method gëtt haaptsächlech benotzt fir Materialien mat héijer Dicke ze schneiden.Den Haaptgrond fir de Brennpunkt iwwer dem Material ze schneiden ass datt d'déck Placke eng grouss Schneidebreet erfuerderen, soss kann de Sauerstoff, deen duerch d'Düse geliwwert gëtt, einfach net genuch ginn an d'Schneidtemperatur erofgoen.Ee vun den Nodeeler vun dëser Method ass awer datt d'Schneidfläch relativ rau ass an net ganz praktesch ass fir mat héijer Präzisioun ze schneiden.
2. Schneiden Brennpunkt am Werkstück
Op dës Manéier ginn och e positiven Fokus.Wann Dir d'Werkstéck muss schneiden ass Edelstahl oder Aluminium Stahlplack wann de Schneidpunkt allgemeng am Werkstéckmodus benotzt gëtt.Awer ee vun den Nodeeler vun dëser Aart a Weis ass datt wéinst dem Brennpunkt Prinzip Schneidfläch d'Schneidbreet relativ méi grouss ass wéi de Schneidpunkt op der Uewerfläch vum Werkstéck, während dëse Modus e grousse Schneidluftfluss erfuerdert, d'Temperatur sollt sinn genuch, opzedeelen Perforatioun Zäit ass e bësse méi laang.Also wann Dir d'Material vun der workpiece wielen ass haaptsächlech STAINLESS Stol oder Al Liichtjoer hardness vum Material wann d'Wiel.
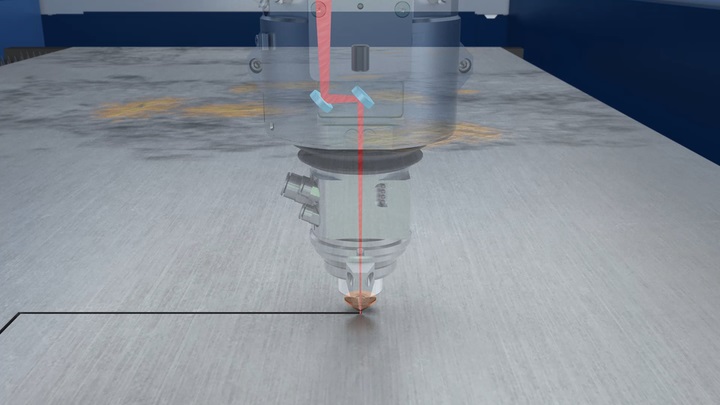
3. Schneidfokus op der Uewerfläch vum Werkstéck
Dëse Wee gëtt och 0 Fokus, allgemeng heefeg am SPC, SPH, SS41 an aner Werkstéckschneiden wann Dir de Schneidmaschinn fokusséiert, deen no bei der Uewerfläch vum Werkstéck ausgewielt gëtt, ass dëse Modus vun der Uewer- an ënneschter Uewerflächglatheet vum Werkstéck net déiselwecht, allgemeng schwätzt no beim Brennpunkt vun der Schneidfläch relativ glat, an ewech vum Schneidfokus vun der ënneschter Uewerfläch schéngt rau.Dëse Modus soll vun de Prozess Ufuerderunge vun der ieweschter an ënneschten Uewerfläch an der aktueller Applikatioun bestëmmt ginn.
Jinan Gold Mark CNC Machinery Co., Ltd.D'Produkter si wäit an der Reklammplat, Handwierker a Formen, Architektur, Dichtung, Label, Holzschneidung a Gravur, Steenwierkdekoratioun, Liederschneiden, Kleedungsindustrie, etc.Op der Basis vun der internationaler fortgeschratt Technologie absorbéieren, bidden mir de Clienten déi fortgeschratt Produktioun a perfekt After-Sale Service.An de leschte Joeren sinn eis Produkter net nëmmen a China verkaaft ginn, awer och sou wäit wéi Südostasien, Mëttleren Osten, Europa, Südamerika an aner iwwerséiesch Mäert.
Post Zäit: Apr-26-2021