

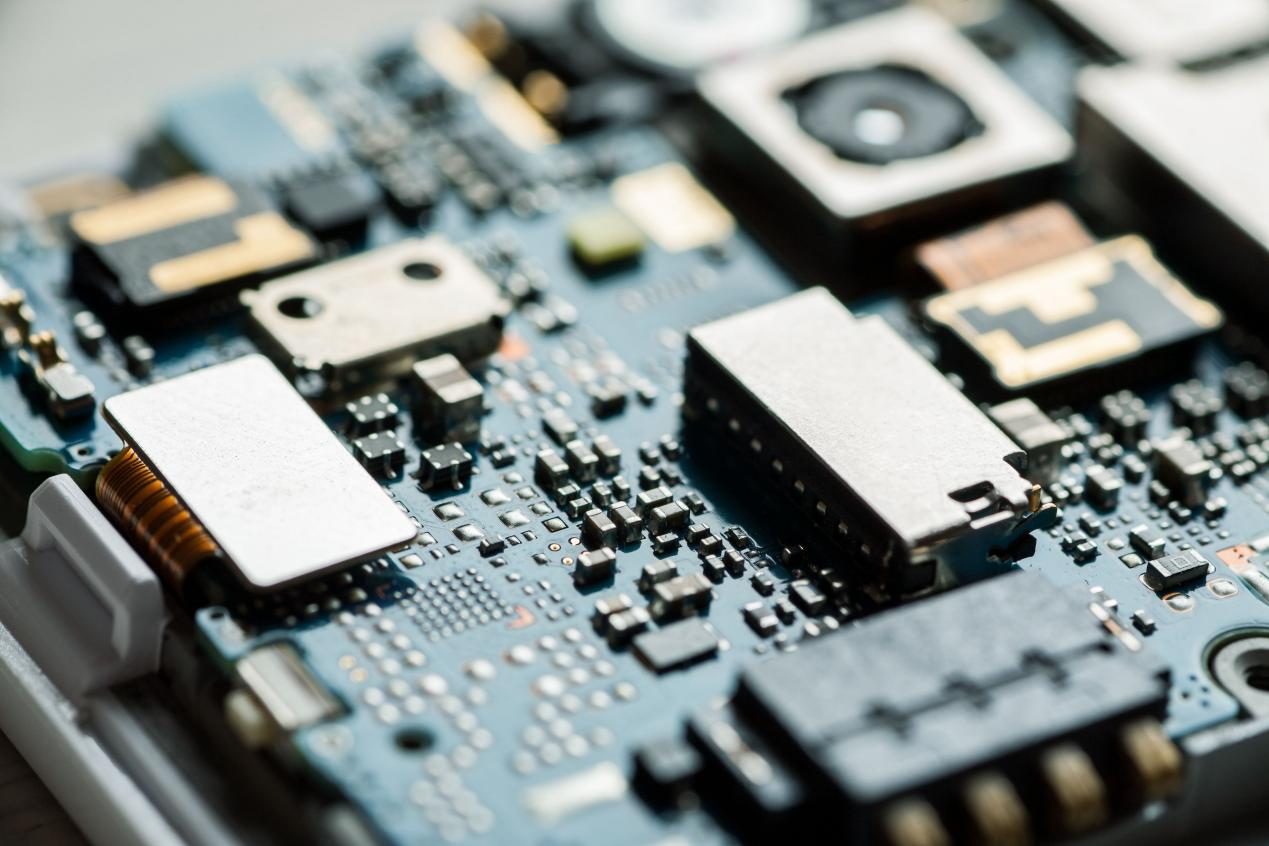
スマートフォンや薄型テレビなどの普及により、家電市場は前例のない成長を遂げています。競争が激化し続けることで、エレクトロニクス製造業界は製品プロセスに対してより高い要求を課すようになりました。従来の処理方法では、現代のプロセスのニーズを満たすことができなくなりつつあります。製品の品質の不安定、部品の溶解、正常な核の形成の困難、歩留まりの低さがメーカーにとって問題となっています。の出現レーザー溶接テクノロジーは、製品量の最適化と品質向上の両方の観点から、ハイエンド電子製品の製造プロセスにおいて重要な役割を果たしてきました。
現在、エレクトロニクス産業の生産におけるレーザー溶接は、主に精密スポット溶接技術、精密スポット溶接技術に使用されています。スポット溶接この技術は、熱変形が小さく、領域と位置の正確な制御の役割、高い溶接品質、異種材料の溶接を実現する能力、自動化の達成が容易であるなどの利点があり、電子製品のシェル、シールド、 USBコネクタ、導電性パッチなど、異なる材料を溶接する場合、異なる溶接方法を使用する必要があります。フォローするゴールドマーク以下の詳細をご覧ください。
耐衝撃性の高いレーザー精密スポット溶接法
アルミニウムや銅などの反射率の高い材料を溶接する場合、溶接波形の違いが溶接品質に大きな影響を与えます。フロントスパイクのあるレーザー波形を使用すると、高反射率の障壁を突破できます。瞬間的な高いピークパワーにより、金属表面の状態が急速に変化し、その温度が融点まで上昇するため、金属表面の反射率が低下し、エネルギー利用率が向上します。さらに、銅やアルミニウムなどの材料は熱を素早く伝導するため、ゆっくりとしたドロップ波形を使用することではんだ接合部の外観を最適化できます。
一方、金、銀、銅、鋼などの材料のレーザー吸収率は波長が長くなるにつれて減少し、銅の場合、レーザー波長が532nmの場合、銅の吸収率は40%近くになります。赤外レーザーと緑色レーザーの特性を比較すると、赤外レーザーのスポットサイズが大きく、焦点深度が短く、銅の吸収率が低いことがわかります。緑色レーザーのスポットサイズは小さく、焦点深度は長く、銅の吸収率は高いです。銅の赤外線レーザーとグリーンレーザーのパルススポット溶接では、それぞれ、赤外線レーザー溶接では溶接接合部のサイズが不均一であるのに対し、グリーンレーザー溶接では接合部のサイズがより均一で、一貫した深さで、滑らかな表面であることがわかります。緑色レーザーの方が溶接効果が安定しており、必要なピークパワーは赤外線レーザーの半分以上となります。
金属薄板材料のレーザー精密スポット溶接法
従来のミリ秒レーザーは、薄いシートメタル材料を溶接するときに貫通や大きな接合部が発生する傾向がありますが、高逆数の材料では、固体状態でのレーザー光の吸収が低く、それ自体が不安定であるため、バーストスポットや誤った溶接が発生することがよくあります。薄板および高逆金属溶接の困難を解決するために、それぞれアナログおよびデジタル変調のファイバーレーザーQCW / CWモードを通じて、1回のトリガーでNパルス出力を達成し、より少ない電力で単一点マルチパルス溶接を達成します。 。
レーザー精密異材スポット溶接法
薄板異種材料のレーザー溶接は、物理的特性の大きな違い、相互溶解度の低さ、脆性化合物の生成の可能性が高いため、誤溶接、亀裂、接合強度の低下を非常に受けやすく、これらにより機械的特性が大幅に低下します。溶接ヘッド。ビーム品質の高いナノ秒レーザーを選択し、入熱を精密に制御した高速走査法により金属間化合物の生成を抑制し、異種金属薄板の重ね接合を実現し、溶接部の形成と機械的特性を向上させます。
済南金印 CNC 機械有限公司は、レーザー彫刻機、ファイバー レーザー マーキング マシン、CNC ルーターなどの機械の研究、製造、販売を専門とするハイテク産業企業です。製品は広告板、工芸品と成形品、建築、印鑑、ラベル、木版画と彫刻、石細工の装飾、革の切断、縫製産業などで広く使用されています。国際的な先進技術を吸収することに基づいて、私たちは顧客に最先端の生産と完璧なアフターサービスを提供します。近年では中国のみならず、東南アジア、中東、ヨーロッパ、南米など海外市場にも当社の製品が販売されております。
Email: cathy@goldmarklaser.com
WeCha/WhatsApp: +8615589979166
投稿時間: 2021 年 8 月 27 日